Production Process and Quality Control Points for Common Metal Materials (Stainless Steel/Iron/Copper/Aluminum)
Overall Process Flow:

Process Description: The first round of forming is completed using various processes such as laser cutting, CNC cutting, stamping, and bending.
Different processing methods are selected for different structures. Large lamp bodies often use laser cutting to ensure precision. Small parts use CNC cutting to ensure high precision. For curved or arc-shaped structures, die bending is used.
Professional Quality Control Points:
Purpose/Importance: To ensure that there are no structural deviations in metal parts during subsequent welding and glass assembly.
Process Description
Common processes: TIG welding, spot welding, silver soldering (copper parts), hydrogen flame welding (brass process). The processing method depends on the metal material and the complexity of the lamp structure.
Professional Quality Control Points:
Purpose/Importance: To ensure the stability of the lamp structure, a weld-free appearance, and no cracking during long-term use.


Process Description:
Metal grinding is generally divided into five stages: coarse grinding → medium grinding → fine grinding → finishing → cleaning. Different metal materials correspond to different grinding methods and sandpaper grit requirements.
Professional Quality Control Points:
Purpose/Importance: To lay the foundation for the texture of the surface treatment, facilitating a perfect surface finish later.
(Common: Electroplating/Baking Paint/Powder Coating/Brushed/Mirror Finish)
① Electroplating (Electroplating / PVD)
Process Description: Stainless steel electroplating process: commonly uses PVD, offering a wide range of color options (more corrosion-resistant and wear-resistant), the most commonly used surface treatment method.
Quality Control Points:


② Wet Paint
Process Description: Wet paint is a surface treatment method commonly used for iron parts or special color requirements.
Quality Control Points:
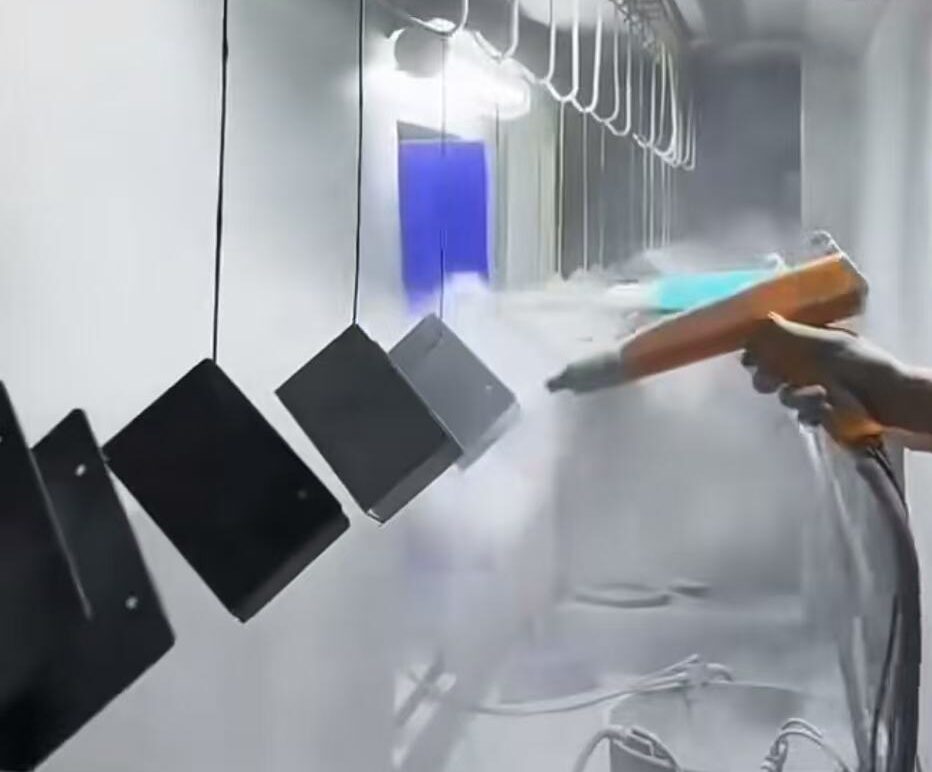
③ Powder Coating
Process Description: Powder coating is a more environmentally friendly surface treatment process with strong adhesion.
Quality Control Points:
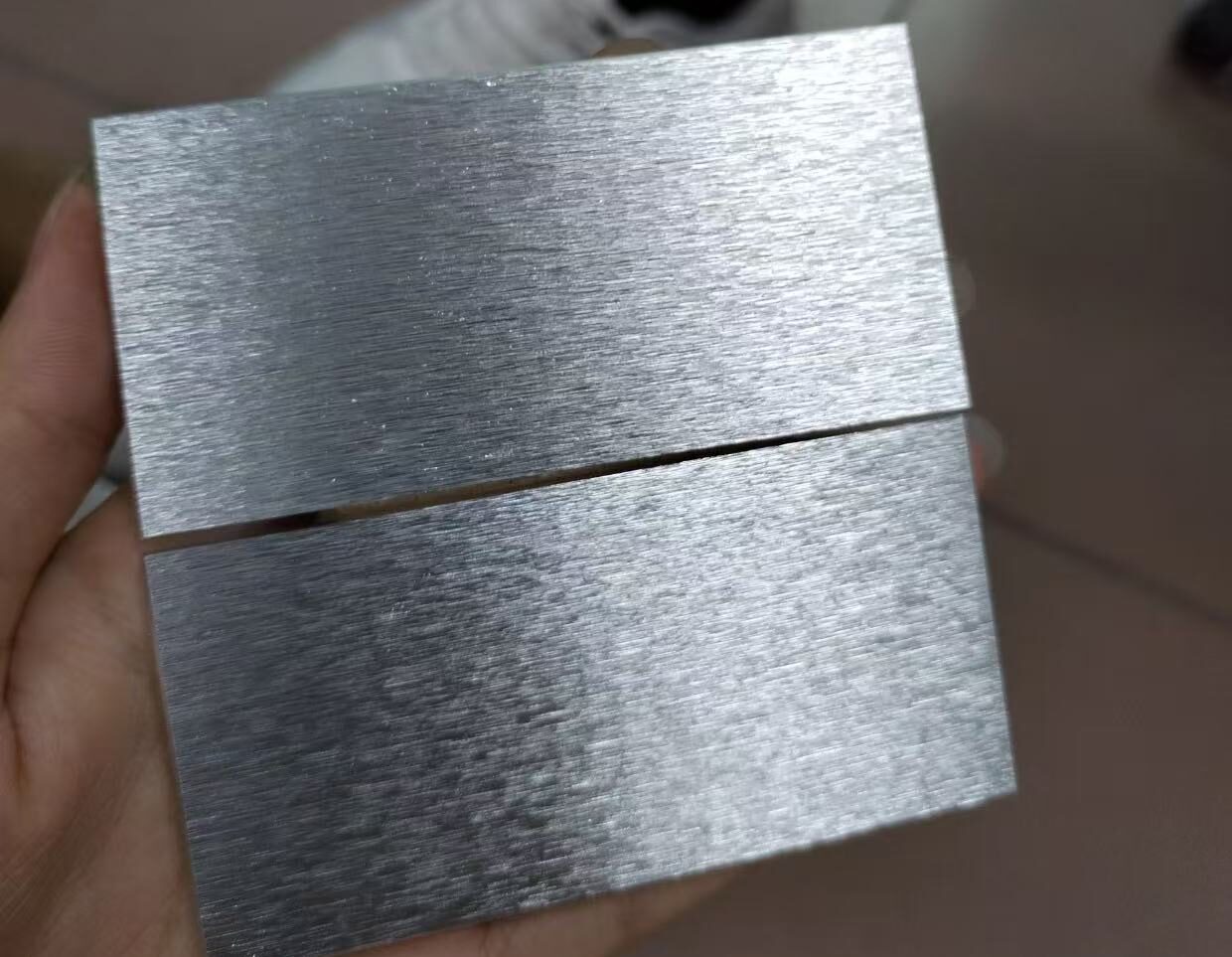
④ Brushed Finish
Process Description: A commonly used process for high-end projects to achieve a high-grade texture.
Quality Control Points
⑤ Mirror Polishing
Process Description: Used for high-end hotel decorative light fixtures or stainless steel bases, achieving a mirror effect for a beautiful and elegant appearance.
Quality Control Points
Step 5: Assembly

Copyright By © ANNO Lignting - 2025